

1薄板坯连铸连轧无头轧制生产线介绍
薄板坯连轧生产线经过不断的发展和技术迭代,已经取得了非常明显的进步,该生产线的发展经历了单坯连轧阶段和板坯半无头连轧阶段,现已进入全无头连铸连轧阶段。全无头连铸连轧产线全线设备从铸机到轧机、卷取之间实现无缝连接,生产节奏连续、高效。
某钢厂新建的薄板坯连铸连轧无头轧制生产线如下图所示,该生产线可实现无头轧制模式、倍尺多卷轧制模式和单坯轧制模式。这样一条先进的产线,设备的稳定运行是生产前提,否则无法发挥出整条生产线连续、自动、高效的特点。

1—连铸机;2—摆剪;3—隧道加热炉;4—立辊轧机;5—粗除鳞机;6—粗轧机组;7—切头剪;8—感应加热器;9—精除鳞机;10—精轧机组;11—层流冷却装置;12—高速飞剪;13—卷取机
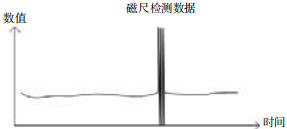
该产线投产以来,现场多次出现磁致伸缩位移传感器故障,造成设备状态异常,出现堆钢和停浇故障,严重影响了连铸连轧产线生产优势的发挥。而磁尺故障主要表现在磁致伸缩位移传感器检测数值发生瞬间跳变(见下图),超出检测设备所能动作的最大、最快能力范围,进而对控制系统的实时检测判断造成影响,导致设备控制动作错误。
2磁致伸缩位移传感器介绍
磁致伸缩位移传感器称作油缸位移传感器,也称为线性传感器,可测量设备物体的实时位移量。磁致伸缩位移传感器主要被用于对液压系统中油缸活塞行程的检测,采用传感器内部磁环和磁杆非接触式的测量技术,通过精确地测量活动磁环与磁杆之间的绝对位置来实现对被测设备实际位移变化的检测。
2.1磁致伸缩位移传感器检测原理
油缸位移传感器是磁致伸缩传感器中的一种,利用磁致伸缩原理,两个不同的磁场相交产生一个应变脉冲信号,再计算该信号能够被捕捉到所需要的时间,通过计算来准确地实现其位置测量。这两个磁场分别来自以下部位:一个磁场是从磁环中的永磁铁产生;而另一个磁场则是从传感器电子室中发出的电流脉冲在波导管传输过程产生。
2.2磁致伸缩位移传感器的优点
磁致伸缩位移传感器(磁致伸缩传感器)为非接触式,由于测量用的元器件为活动磁环,它与传感器磁杆之间无直接接触,不存在磁杆和磁环之间的摩擦和磨损现象,因此该类型磁尺的使用寿命比较长、测量结果的可靠性高,产品应用范围比较广泛。
2.3磁致伸缩位移传感器的缺点及原因分析
通过对现场磁致伸缩位移传感器出现故障情况的统计,发现磁致伸缩位移传感器容易在高温潮湿和震动大的地方产生数值跳变,跳变原因与检测原理有一定关系,同时也与磁致伸缩位移传感器本身结构形式有关。
由于现场剧烈震动,磁环可能会与磁杆发生瞬间碰撞或者受外界强磁场的异常干扰,就会使得电子仓内收到异常的脉冲信号,最终造成信号的跳变。
磁致伸缩位移传感器本体有一电子仓,内部有数字处理芯片和相应电路,部分电路信号的连接采用插接形式,这样的结构形式在高温潮湿震动下,电子仓内电气元器件工作不稳定,容易造成信号处理和传输的异常。
针对磁致伸缩位移传感器上述情况以及日常磁尺所出故障,采取了一系列的固化措施来保证MCCR产线磁尺的工作环境,即需在日常维护方面做相应工作。
3磁致伸缩位移传感器维护探索
3.1保证磁致伸缩位移传感器工作环境,降低外界环境因素造
成的磁尺故障
对现场传感器电子仓及出线处进行打胶密封防护,避免水汽等异物进入影响磁尺检测;对于关键位置,在磁尺防护罩内增加压缩空气进行吹扫,来实现微正压,防止外界水汽进入到电子仓内造成电子元器件工作失效的情况;在工作环境恶劣的部位,采用磁尺信号线与现场端子箱中传感器线直接连接,取消端子排,避免端子排虚接与水汽产生干扰;同时对端子箱外部进行密封防护,内部增加干燥剂,进一步降低外部水汽对磁尺接线的影响。
对于采用外置式辅缸形式的磁尺,要确保辅缸动作的流畅,需要定期对辅缸进行打油润滑,避免辅缸锈蚀造成的动作卡阻而影响磁尺检测。
3.2对关键重要部位磁尺进行替换改造,采用更加
稳定可靠的检测方式
由于磁致伸缩位移传感器本身对环境要求比较高,虽然通过上述一系列的维护工作后,磁尺故障问题得到了改善,事故率降低,但还是不能从根上彻底杜绝事故的发生。因此,针对震动大、高温潮湿部位研究磁尺替换改造方案。
1)将关键部位的磁致伸缩位移传感器直接替换成业界口碑好、工作稳定的磁尺品牌,如NSD磁尺,该品牌磁尺能够在非常恶劣的工作环境中实现稳定可靠的检测,且寿命长。
2)改变现有的位移检测手段,研究替换或增加其他测量方式,来确保设备位置检测的准确性,同时使具备条件的部位实现热备冗余控制。
3.3开发磁尺跳变状态的智能判断报警及安全稳定
控制方式
由于现场传感器安装数量非常大,而且传感器状态不容易被观察,单独依靠人为曲线点检等手段判断传感器状态存在很大的困难且实时性不强;一旦跳变发现不及时,将会导致设备控制的失败,甚至发生堆钢事故;因此,要在软件上开发相应功能,对传感器信号进行处理,防止跳变后造成的控制异常。
1)开发传感器跳变智能判断功能,并设计了声光报警器和HMI画面报警,及时提醒专业人员传感器异常状态;专业人员根据传感器跳变报警及时安排相应的维护工作,如传感器现场状态的检查和后续的更换工作等。
2)增加传感器数值滤波,依据设备动作的能力范围来识别传感器检测数值的真伪性,通过有效的滤波功能,把跳变等数值过滤,确保设备控制执行元器件的稳定控制。
3)开发传感器在线热备和安全稳定控制功能,应用在重要部位且具备条件的设备上,当传感器发生跳变故障后,可立即切换到另外一个传感器或其他传感器的数据检测,替换已跳变的传感器数据,实现设备的稳定控制。
4周期性维护
由于磁致伸缩位移传感器异常跳变主要是传感器本身受到外界环境影响所致,因此对于磁致伸缩位移传感器跳变故障问题,对现场磁尺采取周期性维护的方式来降低产生故障的频次。
针对MCCR产线磁致伸缩位移传感器所安装位置及环境情况,制定磁尺的更换周期,推行磁尺关键部位的周期性更换。
对于现场传感器安装和接线情况,制定传感器周期性防护表,推行传感器的周期性防护检查。
基于磁致伸缩位移传感器发生故障情况,结合磁致伸缩位移传感器本身产品性能,为防止因维护不到位且异常信息发现不及时带来的故障,规范了磁致伸缩位移传感器的日常点检标准:
1)磁致伸缩位移传感器本体的防护检查。主要检查防护罩牢固,螺栓紧固,螺栓无锈蚀,防护良好,防护罩防水良好,罩内没有水;确保重要部位接通的压缩空气管路畅通,吹扫正常。
2)磁致伸缩位移传感器传感器电缆的防护检查。传感器电缆防护得当,路由敷设符合规范。连接传感器的电缆无受力,电缆及路由防护得当,隔热防水措施得力。
3)磁致伸缩位移传感器中间接线盒的检查。重点是外观防护和内部接线情况,接线盒固定牢固,标识清晰;顶盖螺栓完整,整体无破损;内部端子无松动,接线盒无进水现象。
4)磁致伸缩位移传感器曲线状态检查。传感器返回值在正常范围之内,无报警和硬件故障;返回值无明显毛刺或干扰。
5结语
通过开展解决传感器发生跳变故障相关工作,目前MCCR产线传感器故障率大大降低,由于传感器故障造成的生产事故基本已杜绝,取得非常好的效果,设备位置检测准确,MCCR产线控制得更加稳定,为充分发挥无头产线的优势作出贡献。
 微信扫一扫
微信扫一扫
